
服務熱線:
0512-52420862
+
 微信號:18206208510
微信號:18206208510

微信號:18206208510


-
 服務熱線
服務熱線
- 0512-52420873
不銹鋼卷按軋制工藝可以分為哪些
來源:www.linenroad.cn | 發布時間:2025年10月14日
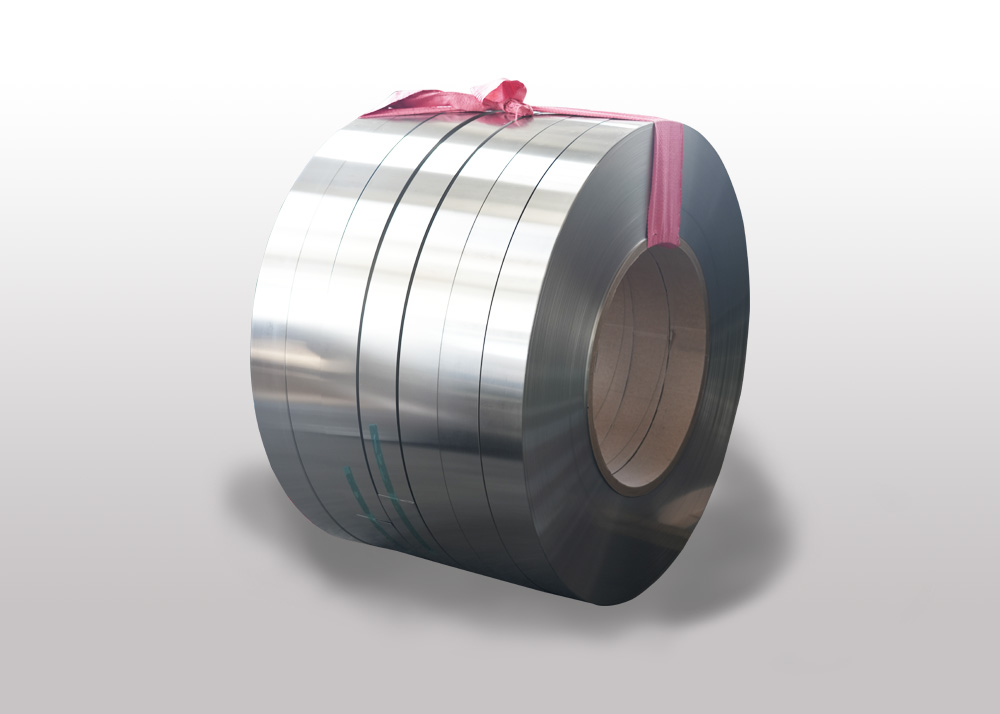
不銹鋼卷按軋制工藝劃分,核心依據是 “軋制溫度、加工精度及表面狀態”,主要分為冷軋不銹鋼卷與熱軋不銹鋼卷兩大類,兩者在生產流程、性能特點、外觀質感及適配場景上差異顯著,具體分類及細節如下:
一、冷軋不銹鋼卷:低溫軋制,側重 “高精度 + 細膩表面”
冷軋不銹鋼卷以 “熱軋不銹鋼卷為原料”,在常溫(或低于鋼材再結晶溫度) 下經多道次軋制、退火、平整、精整而成,核心特點是 “薄、精、凈”,適配對精度和表面質感要求高的場景:
1.核心生產工藝
熱軋卷材→酸洗(去除氧化皮)→冷軋(多道次軋制,控制厚度精度)→退火(消除軋制應力,恢復韌性)→平整(調整表面光潔度)→精整(分卷、切邊)→成品冷軋卷。
關鍵特性
厚度薄且精度高:厚度范圍通常為0.1-3mm(可定制更薄規格),厚度誤差極小(≤±0.02mm),適合需要正確尺寸的加工場景;
表面細膩光潔:常見表面處理有 “2B 面(冷軋后退火酸洗,表面啞光細膩,最常用)”“BA 面(冷軋后光亮退火,表面鏡面效果,反光率高)”“拉絲面(表面做直線紋理處理,防滑且顯質感)”,無熱軋卷的粗糙氧化皮;
力學性能優:冷軋過程中金屬晶粒細化,強度、硬度比熱軋卷更高(如 304 冷軋卷硬度約 150-200HV,熱軋卷約 130-150HV),同時韌性好,可折彎、沖壓成復雜形狀而不易斷裂。
2.適配場景
側重 “加工 + 外觀需求”,如:
家居裝飾:電梯轎廂(BA 鏡面冷軋卷)、門套 / 踢腳線(拉絲冷軋卷);
日用品 / 廚具:不銹鋼鍋具內膽、水槽(2B 面冷軋卷)、保溫杯外殼;
電子 / 精密零件:手機中框、醫療器械零件(超薄冷軋卷,厚度 0.1-0.5mm)。
二、熱軋不銹鋼卷:高溫軋制,側重 “厚規格 + 高性價比”
熱軋不銹鋼卷直接以 “不銹鋼坯” 為原料,在高溫(通常 1100-1250℃,高于鋼材再結晶溫度) 下一次性軋制而成,核心特點是 “厚、粗、廉”,適配對厚度和強度要求高、對表面精度要求低的場景:
1.核心生產工藝
不銹鋼坯→加熱爐加熱→粗軋(初步軋薄)→精軋(控制厚度)→層流冷卻(快速降溫,控制晶粒結構)→卷取→成品熱軋卷(部分需酸洗去除表面氧化皮)。
關鍵特性
厚度厚且范圍廣:厚度通常為3-20mm(可定制更厚規格至 50mm 以上),適合需要厚重結構的場景;
表面粗糙帶氧化皮:未酸洗的熱軋卷表面有黑褐色氧化皮(Fe?O?、FeO 等),手感粗糙;酸洗后表面無細膩光澤;
強度高且成本低:高溫軋制后金屬內部應力小,韌性好,適合承受重載;且生產工序比冷軋少(無需多道次軋制和多次退火),成本比同材質冷軋卷低 10%-20%。
適配場景
側重 “重型結構 + 工業用途”,如:
大型構件:建筑外墻幕墻基板、橋梁 / 廠房承重支架;
工業設備:化工反應釜外殼、不銹鋼水箱側板;
管道 / 容器:大口徑輸油輸氣管道、儲罐筒體。
上一條:
如何判斷不銹鋼卷的質量好壞
下一條:
不銹鋼帶為何成為通用金屬帶材
【相關文章】



-
聯系我們
CONTACT
-
 服務熱線:0512-52420862
服務熱線:0512-52420862
-
 公司地址:江蘇省常熟市尚湖鎮大河工業園西大河111號
公司地址:江蘇省常熟市尚湖鎮大河工業園西大河111號
 添加微信
添加微信
 聯系我們
聯系我們
 電話咨詢
電話咨詢